Andy is our old hydraulic valve customer in the United States. The hydraulic cartridge valves he purchased from AAK in previous years always has a standard of machining surface roughness around 0.8μm. In February last year, Andy sent an email to inform us that in the future, the machining surface accuracy of their hydraulic cartridge valves will be improved to within 0.3μm. AAK engineers believe that based on the current equipment system, it is very difficult to improve the machining surface accuracy of hydraulic cartridge valves to 0.3μm. It is also very difficult to find such a hydraulic cartridge valve manufacturer in Ningbo.
I know that AAK has only two options, either give up the business of his hydraulic cartridge valves or accept his accuracy standard. This is the first time I have faced the choice of "standing in line" since I joined the hydraulic valve industry. The cooperation with Andy has always been trustworthy, pleasant and efficient. AAK doesn't want to give up such customers. After two rounds of communication internally, AAK technical team has not reached a consensus. I have to call my retired master and hope to hear his opinions.
My master told me that this is a rare opportunity to catch up with and surpass the accuracy of international hydraulic cartridge valves. The roughness of the working surface under 0.3μm is rare in China, but some European hydraulic cartridge valve manufacturers have this strength. AAK must first start with the equipment, and then select the most experienced operators from the factory for special aircraft training, so as to have the opportunity to compete with those top European hydraulic cartridge valve manufacturers. American HARDINGE precision CNC lathe is worthy of a try. At present, none of the domestic hydraulic cartridge valve manufacturers have this equipment.
After contacting the equipment manufacturer, AAK technical team took the hydraulic cartridge valves produced for Andy before to the equipment factory, and asked the engineer of the equipment manufacturer to go directly to the machine for proofing. A week later, we sent the hydraulic cartridge valve samples to Andy and asked them to test the accuracy parameters. Two weeks later, Andy informed that the previous hydraulic cartridge valve accuracy test was completed twice. This time, AAK hydraulic cartridge valve was tested 4 times, and the accuracy fully met the standard. At the same time, he told me that after receiving the accuracy improvement notice, the other 3 domestic hydraulic cartridge valve manufacturers directly gave up, and only AAK dared to test the sample and succeeded in one test. He was very surprised.
The machine tool to be introduced by AAK has advantages in accuracy. The parameters of the machine tool: spindle speed up to 6000r/ min, spindle radial run out ≤ 0.0008mm, positioning accuracy (X/Z) ≤ 0.005mm/0.008mm, repeated positioning accuracy (X/Z) ≤ 0.003mm/0.005mm, and machining surface roughness Ra ≤ 0.3μm. Turning roundness ≤ 0.4μm. Turning cylindricity ≤ 0.1μm. The spindle is a spring collet to clamp the workpiece, with large clamping area and stable processing. It is equipped with FANUC21i-T numerical control system with high precision.
Now this HARDINGE machine tool is almost the special equipment for the orders from Andy. The order volume that Andy awarded to AAK has also increased by nearly 60%. He said that AAK hydraulic cartridge valve has surpassed many European factories in terms of precision.
AAK hydraulic cartridge valves, with precision surpassing that of Europe, you are welcome to have a small try!
AAK HYDRAULIC VALVE (164) 2022-03-13
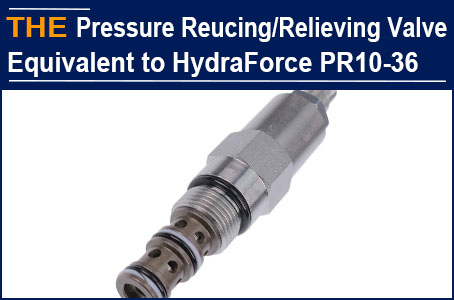 Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
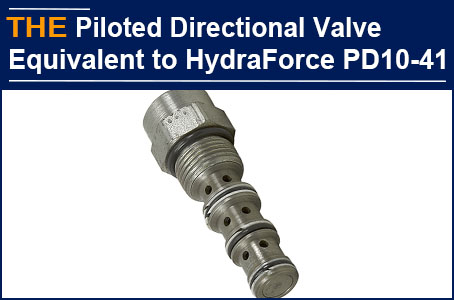 Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
 For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
 For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States
For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States



