Brishen is from Brazil. He has been purchasing hydraulic valves for 4 years smoothly, but was stumped by a hydraulic cartridge pressure control valve recently. At the end of last year, their customer wanted to customize a hydraulic power unit for the hydraulic system of aviation equipment, which has high requirements for the cartridge pressure control valve. Brishen chose a local manufacturer who has cooperated with their company for 3 years to make samples for the hydraulic cartridge pressure control valve. 2 weeks later, the manufacturer reported that it was too difficult to process this hydraulic cartridge pressure control valve. Especially, the length diameter ratio of the slim hole of the valve spool guide sleeve was 11∶1, and the hole cylindricity was within 2μm, the scrap rate of the sample is 50%, and the processing efficiency is extremely low and it is too difficult to control the cylindricity. Brishen contacted more than 10 cartridge valve manufacturers. No factory was willing to make samples. They either rejected due to small qty or could not overcome the processing difficulty. Brishen was worried.
In B2B, Brishen noticed the article about the length diameter ratio processing of AAK hydraulic valve, and felt that the length diameter ratio of 11∶1 might not be a problem for AAK. He emailed me to ask that for the hydraulic cartridge pressure control valve, with the length diameter ratio of the slim hole of the valve spool guide sleeve as 11∶1, and the hole cylindricity within 2μm, dimension tolerance within 1μm, what is the lead time and development cost for AAK to make samples? My reply: Thank you for your trust in AAK. This cylindricity precision is high, and ordinary cartridge valve manufacturers can't make it. Similar processing technologies were produced in batches by AAK 3 years ago, and now it is more and more mature. After 50 days, AAK sent 12 samples of hydraulic cartridge pressure control valves.
1 month later, Brishen sent an email to inform that their engineer was satisfied with the size and accuracy of the AAK hydraulic cartridge pressure control valve. It was installed on the hydraulic power unit, and the overall operation was stable. The equipment had been delivered to their customer. It was estimated that there would be a batch order 6 months later. AAK hydraulic cartridge pressure control valve indirectly controls the cylindricity from the 3 factors of straightness, taper and roundness during processing, including 3 points:
1. In the rough machining link, the gun drill is improved and a new process is developed. First, a pilot hole is machined. The coaxiality of the machined hole is within 0.02mm and the straightness is within 0.01mm.
2. In the rough honing process, the honing rod with the size of about 120% of the hole length is selected, and the straightness of the valve hole after processing can reach within 3μm, the taper reaches within 2μm. Most cartridge valve manufacturers are easy to make bell mouth because of the poor grasp of the honing bar size.
3. In the finishing link, first trim the grinder with a taper of within 0.3μm, set the length of the grinder to 90% of the hole length to ensure the cylindricity of the slender hole of the valve sleeve is within 2μm, dimension tolerance is within 1μm.
AAK hydraulic cartridge pressure control valve, with high precision and stability, you can also have a small try!
AAK HYDRAULIC CARTRIDGE VALVES (428) 2022-12-02
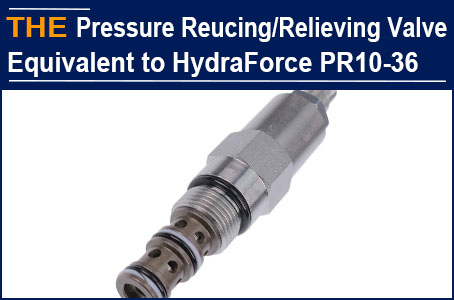 Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
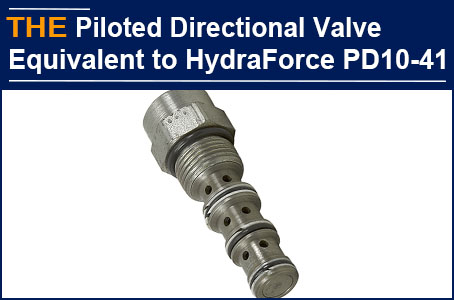 Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
 For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
 For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States
For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States



