Palencia is from Spain and has little cooperation with AAK. Some time ago, he emailed us to discuss about the blind hole of hydraulic valve blocks. After several rounds of email communication, it was learned that in the second half of last year, Palencia tried samples with more than 10 hydraulic valve manufacturers because the blind hole quality of the hydraulic valve block was not up to standard. The samples of the hydraulic valve blocks either had a bell mouth in the blind hole, or the surface roughness of the hole wall was not up to standard. It wasted him 4 weeks before and after, moreover, the development fees paid were not refund, which made him very depressed.
According to the drawing of hydraulic valve block provided by Palencia, the processing difficulties are mainly concentrated in the blind hole. The processing hole diameter of this hydraulic valve block is small, and the depth is more than 40mm. Only the cutter bar with slender shaft can be used, but the cutter can not all pass through the hole, resulting in easy deformation of the inner hole diameter and axial taper and ovality. In this way, the bell mouth is easy to appear at the hole depth of 10 ~ 20mm, and the surface roughness of the hole wall can not be guaranteed, too. AAK innovated the technology 3 years ago for the difficulties of blind hole processing of hydraulic valve blocks. I directly replied to Palencia that this is a difficult processing, but it is not difficult for AAK. You can directly test the order. If our goods does not meet the requirements of the drawings, the development fee can be refund.
4 weeks later, AAK sent 5 samples of hydraulic valve blocks. 2 months later, Palencia placed the annual order of 600 hydraulic valve blocks, with goods shipped every 2 months. Their engineers were surprised why AAK succeeded in making samples at one time, while all other hydraulic valve manufacturers failed previously?
For the processing of small and deep blind holes in the hydraulic valve blocks, most hydraulic valve manufacturers cannot meet the high-precision requirements, while AAK has a high-precision CNC processing center imported from Switzerland, and adopts the technology of extruding holes with a patented bladed extruding knife independently developed by AAK. And this processing method has 3 advantages. Most hydraulic valve manufacturers are difficult to master this technical detail in operation, but AAK mastered it 3 years ago.
1. The blind hole of the hydraulic valve block adopts a bladed extruding knife. Through longitudinal feeding, a moderate extruding force is applied to the workpiece surface, and then through the rotation of the knife or workpiece, the height difference between the crest and trough of the knife mark is reduced, and the surface roughness is optimized.
2. During the processing, the hole surface produces slight cold work hardening, which improves the physical properties of the blind hole surface and improves the hardness and wear resistance of the blind hole surface.
3. After machining, the roughness of the hole can reach Ra value of 0.8 ~ 0.4μm. The ovality circle error is 0.01 ~ 0.02mm, the taper error is 0.01 ~ 0.025mm, and the dimensional accuracy of the hole can be controlled within 0.01mm.
AAK hydraulic valve blocks, blind hole processing with unique skills, and also with 3 types of pressure test standards to guarantee quality, you can also have a small try!
AAK HYDRAULIC VALVES (299) 2022-07-26
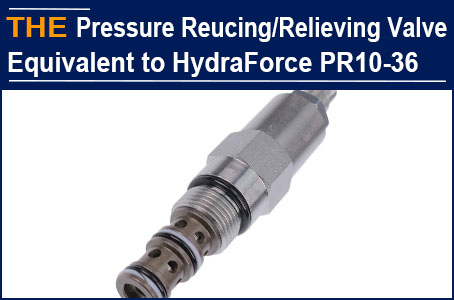 Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
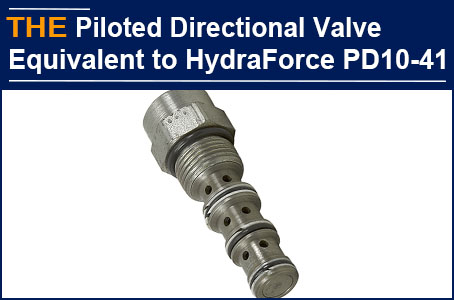 Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
 For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
 For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States
For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States



