Ilona is from a hydraulic equipment company in Turkey. At the beginning of last year, less than 3 months after joining the company, he needed to purchase a batch of hydraulic pressure reducing valves for their new hydraulic equipment. Ilona placed the order with an old supplier of hydraulic pressure reducing valves that has cooperated for 3 years. After 45 days, the equipment began to be installed and debugged, but the pressure supply of the equipment was unstable. The problem lies in the leakage of the hydraulic pressure reducing valves. The specific problem lies in the error between the angle of the cone in the valve sleeve and the requirements. The engineer asked Ilona to replace the hydraulic pressure reducing valves. The manufacturer of the hydraulic pressure reducing valves said that the error control was already the limit. Ilona contacted several other hydraulic cartridge valve manufacturers and didn't get a reply. He was very helpless.
Ilona noticed AAK hydraulic valve online and left a message on AAK website: Can AAK produce the hydraulic pressure reducing valves with the angle error of ± 0.8 ° of the cone in the valve sleeve? At that time, I felt that it was a customer with high quality, so I became interested. Ilona also sent the technical parameter requirements and drawings of the hydraulic pressure reducing valve. Our technical team was aware of the challenge of this hydraulic pressure reducing valve. The error of the cone angle in the valve sleeve needs to be controlled within ± 0.8 °, and the maximum axial grinding tolerance of the corresponding sealing circle is 7.5μm. These two precision requirements are difficult for most manufacturers to achieve, but our engineers are confident.
50 days later, AAK shipped the trial order of 30 hydraulic pressure reducing valve. Two weeks later, Ilona emailed that AAK hydraulic pressure reducing valve was installed on their hydraulic equipment. The problem of abnormal pressure supply had been solved and the equipment operated well. Their engineers told Ilona that the measurement error of the inner cone angle of AAK hydraulic pressure reducing valve was only 0.06 °, which was 30% higher than the standard, and the measurement error of the axial dimension of the sealing circle reached 2μm. It is 3 times higher than the standard. Their engineers wanted to know how AAK achieved it?
The reason why AAK hydraulic pressure reducing valves achieved what other hydraulic cartridge valve manufacturers can't, and the two error standards are increased by 30% and 3 times, is that AAK control the quality in 3 aspects: modeling, processing and detection, which most hydraulic cartridge valve manufacturers can't do.
1. Through the process analysis of the hydraulic pressure reducing valve, our engineers establish the manufacturing error model to control the change relationship between the internal cone angle error and the grinding amount, which is the core of doing a good job of error.
2. GILDEMEISTER turning milling compound machining center is adopted, which can compensate the errors caused by tool wear and other reasons during the machining process. At the same time, the double reading head c-axis position detection technology enables the positioning accuracy of c-axis to reach 5 angular seconds, so as to ensure the minimum error of the conical surface in the valve sleeve.
3. Then use the special 3 coordinate detection device to quickly measure the axial dimension of the sealing circle of the valve sleeve, so that the manufacturing error falls within the control range, and ensure that the inner cone angle and the axial dimension of the sealing circle of the hydraulic pressure reducing valve meet the standard.
AAK hydraulic pressure reducing valves, modeling, processing, testing, 3 checks for accuracy error, you can also have a small try!
AAK HYDRAULIC CARTRIDGE VALVES (282) 2022-07-09
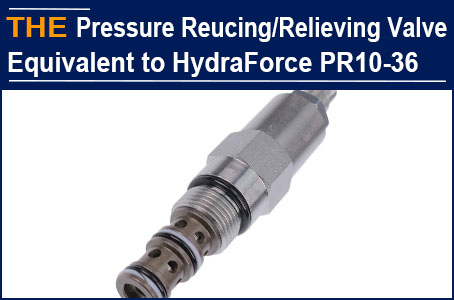 Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
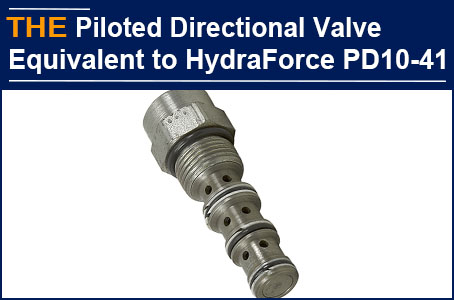 Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
 For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
 For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States
For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States



