For hydraulic cartridge relief valves with precise small holes, most of manufacturers encountered penetration when processing the Φ4.5H7、Φ4.7H7 holes. AAK used 3 advantages, which not only prevented penetration for 100%, but also reached R0.2mm at the bottom of the small holes. After receiving the samples of AAK hydraulic cartridge relief valves, Arvin sent a PO for hydraulic cartridge relief valves of 20,000 dollars.
Precise small holes of hydraulic cartridge relief valves is a difficult problem in machining. The vast majority of hydraulic cartridge valve manufacturers have difficulty in controlling the processing tools, cutting parameters, cutting stress and processing technology, resulting in easy deformation of components or substandard accuracy. What's more, it is unstable. For example, the precision of the small holes of this batch of hydraulic cartridge relief valves reached the standard, but the next batch has hidden dangers. The most taboo about the quality of industrial products is instability.
Arvin is from a hydraulic company in the United States. Recently, he was overwhelmed by a hydraulic cartridge relief valve with high requirements for machining accuracy and form and position accuracy. He selected a hydraulic cartridge relief valve manufacturer cooperated for 4 years to make samples. The samples were made by 3 times, but all failed, and the accuracy was not improved again and again, but was good and bad. Arvin had to give up this old supplier and contacted 20 hydraulic cartridge relief valve manufacturers. They either did not reply or gave up directly.
Arvin found AAK hydraulic valves in B2B and left a message: Can you customize the hydraulic cartridge relief valve with precise small holes? After communication, I learned that he was troubled by the difficult machining of precision small holes of hydraulic cartridge relief valve. According to the parameter requirements of hydraulic cartridge relief valve, the hardness, wear resistance, corrosion resistance and surface treatment, all requirements are very high. After half a day of discussion, AAK technical team came up with the process plan. I told Arvin that AAK was 90% sure to solve the problem, and the standard deviation (Sigma) accuracy of size could be stable in different batches.
2 days later, Arvin asked me to make samples. After 30 days, AAK sent 6 hydraulic cartridge relief valves. 12 days later, Arvin returned a PO for the hydraulic cartridge relief valve worth 20,000 US dollars.
In order to improve and stabilize the holes accuracy of hydraulic cartridge relief valve, AAK optimized 3 points:
1. Processing equipment: It is easy to process the hole into a taper hole by conventional grinding. The Swiss precision lathe is the first choice for processing the precision small holes of this hydraulic cartridge relief valve.
2. Tool and tool parameters: Six tooth 1201/4.6H7 and 1201/4.8H7 reamers are used as finishing tools, and the tool tip is grinded to R0.2mm to avoid penetration.
3. Fixture improvement: In order to ensure the state of precision holes during semi finishing, AAK uses self-made floating spring chuck to hold the reamer, avoiding horizontal axial or vertical space errors, which is conducive to precision and better standard deviation.
AAK hydraulic cartridge relief valve precision small holes, only 3 steps to ensure quality, welcome to try!
AAK HYDRAULIC CARTRIDGE VALVES (402) 2022-11-06
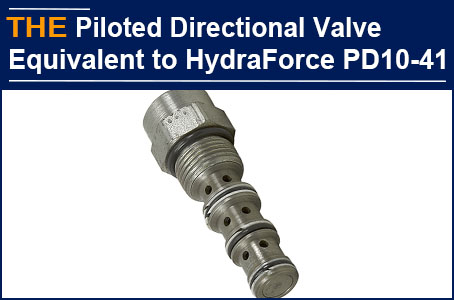 Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
 For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
 For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States
For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States
 For Hydraulic Pilot-to-close check valve equivalent to SUN COJA, AAK received the trial order from a Customer in Germany
For Hydraulic Pilot-to-close check valve equivalent to SUN COJA, AAK received the trial order from a Customer in Germany



