For the processing of the main valve hole of the hydraulic cartridge relief valves, AAK uses a new 4-step method instead of the traditional 4-step method, which is 100% burr free. Rubio from Mexico, placed the big order 1 week after the first test order.
Regarding the burrs in the main valve hole of the hydraulic cartridge relief valves, it involves 2 parts: how to effectively avoid and remove them. How to effectively avoid is the root cause. How to remove is the symptoms. AAK focuses on the root cause, while other hydraulic valve manufacturers pay attention to the symptoms. Burr is common in machining. As for how to control the burr in the main valve hole of hydraulic cartridge relief valve, most hydraulic relief valve manufacturers ignore the dead corner in the undercut groove. No matter how to clean it, the pain point of "black under the light" cannot be solved.
2 years ago, Rubio purchased the hydraulic cartridge relief valves from China for the first time, and almost overturned. For a hydraulic cartridge relief valve with a rated pressure of more than 30MPa, and a clearance of 0.006 ~ 0.01mm between the valve body and the valve spool, samples were made by 4 hydraulic valve manufacturers successively in 8 weeks. The parameters of each sample of the hydraulic cartridge relief valve were qualified during independent testing. However, once it was installed on the equipment and tested, the hydraulic system would not function very well. The root cause is the burr residue in the dead corner of the hydraulic cartridge relief valve cutting groove.
Rubio browsed a series of articles about the burrs of AAK hydraulic valves and hydraulic valve blocks on the B2B website. When Rubio learned that HydraForce, SUN Hydraulics, are also loyal customers of AAK for more than 5 years, he seemed to be in no worry. According to the technical parameters provided by Rubio, we have existing procedure for this hydraulic cartridge relief valve. We sent 5 samples of hydraulic cartridge relief valves the next day.
For the machining of the main valve hole of the hydraulic cartridge relief valve, AAK uses a new 4-step method instead of the traditional 4-step method, which is 100% burr free. 1 week after Rubio received our test samples, he sent the PO of 600 hydraulic cartridge relief valves.
The undercut of the main valve hole of the hydraulic cartridge relief valve is the place where the most burrs are generated. The traditional processing route is: first rough boring, then semi fine boring, then milling the undercut, and finally reaming. After reaming, the burrs generated are in the same direction with the axis line of the hole, and sink into the undercut, forming the burr residues in the dead corners of the undercut, which cannot be 100% removed. We do not ignore this pain point. After several rounds of technical reform, we optimized a new 4 step method: first rough boring, then semi fine boring, then reaming, and finally milling the groove. The burr found after processing is perpendicular to the axis line. The burr here is visible and can be removed, and it is easy to remove without leaving dead corners.
AAK hydraulic cartridge relief valve, burr free, valve not stuck, welcome to try!
AAK HYDRAULIC CARTRIDGE VALVES (381) 2022-10-16
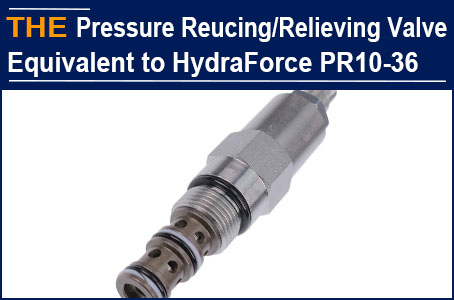 Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
Pressure Reducing/Relieving Valve equivalent to HydraForce PR10-36 that AAK developed last March, is approved by the Russian customer after 1 year
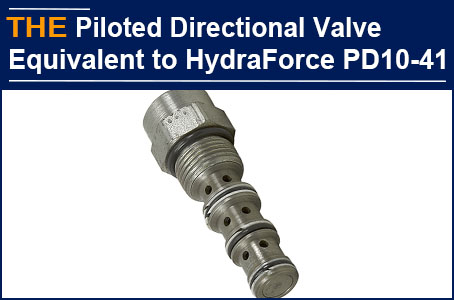 Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
Piloted directional valve equivalent to HydraForce PD10-41 passed testing, AAK received the more inquiries from customer in the United States
 For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
For Pilot-Operated Pressure Reducing/Relieving Valve equivalent to SUN PPDB-LDN, AAK received the re-peat order from customer in Europe
 For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States
For Hydraulic Flow divider/combiner valve equivalent to HydraForce FD50-45, AAK received the trial order from a Customer in the United States



